
Maschinen und Anlagen müssen in regelmäßigen Abständen gemäß DIN 31051 inspiziert und gewartet werden.
https://maschinenwartung.wixsite.com/bintec-gmbh-maintena
Eine Wartung dient der Verzögerung des vorhandenen Abnutzungspotentials. Im Wesentlichen bedeutet dies die Minimierung des tatsächlichen Verschleißes von Bauteilen und Baugruppen (meist durch Abschmieren und Reinigen).
Eine Inspektion dient der Feststellung und Beurteilung des Istzustandes einer Betrachtungseinheit (einschließlich der Bestimmung der Ursachen ihrer Abnutzung) und dem Ableiten der notwendigen Konsequenzen für eine künftige Nutzung. Zentral bedeutet das: Schauen, messen und prüfen, warum etwas verschleißt und was man tun kann, um es zu verhindern.
Eine Instandsetzung beinhaltet alle Maßnahmen zur Rückführung einer Betrachtungseinheit in den voll funktionsfähigen Zustand (mit Ausnahme von Verbesserungen). Konkret bedeutet dies: Bauteile 1 zu 1 austauschen oder ein Bauteil reparieren, wie z. B. einen undichten Zylinder ausbauen und mit neuen Dichtungen versehen, prüfen, ob er dicht ist, und anschließend wieder einbauen.
Eine Verbesserung ist eine Kombination aller technischen und administrativen Möglichkeiten mit unternehmerischen Maßnahmen des Managements zur Steigerung der Funktionssicherheit einer Betrachtungseinheit, ohne die von ihr geforderten Funktionen zu ändern. Praktisch bedeutet das: Sie ändern Bauteile ab und diese sind z. B. verschleißfester als die zuvor verwendeten; oder auch: Sie ändern Prozesse und reduzieren damit Ausfälle sowie Stillstandszeiten.
Das ist die DIN 31051 und die Beschreibungen von Wartung, Inspektion, Instandsetzung und Verbesserung, die Grundelemente der Instandhaltung.
Zuerst schaut man sich die Herstellerangaben im Maschinenordner bzw. der Bedienungsanleitung genau an.
Jeder Hersteller macht Angaben zu den verschiedenen Tätigkeiten der Wartung an seiner Maschine. Ist ihre Maschine Teil einer verketteten Anlage müssen sie die gesamten Wartungsangaben der Hersteller zusammentragen und harmonisieren. Das bedeutet sie müssen die zeitlichen Intervalle für nötige Wartungen vereinheitlichen auf einer Zeitachse.
Wenn sie alle Daten zusammengetragen haben beginnt ihre eigentliche Aufgabe, die Daten und Tätigkeiten zusammenzufassen in einen Wartungsplan.
Maschinen, Gebäudetechnik und Produktionsanlagen sind langlebige Investitionsgüter mit hohen Anschaffungskosten. Dadurch ist das Erhalten, Instandsetzen sowie Überholen und Retrofitmaßnahmen der Maschinen und Anlagen von erheblicher betriebswirtschaftlicher Bedeutung.
Regelmäßige Wartung stellt sicher, dass einmal angeschaffte Maschinen und Anlagen über die gesamte Lebensdauer zuverlässig arbeiten und fehlerfrei funktionieren. Sie trägt dazu bei, die Verfügbarkeit besser auszuschöpfen und Ausfälle aufgrund ungeplanter Instandhaltungssarbeiten zu vermeiden. Unter wirtschaftlichen Gesichtspunkten sind Inspektionen ebenfalls absolut relevant und notwendig.Der Zustand der Anlagen muss regelmäßig kontrolliert und der Verschleiß beobachtet werden. Der routinemäßige Austausch von Verschleißteilen hält die Reparaturkosten niedrig und erhöht gleichzeitig die Gesamtverfügbarkeit der Anlage. Auch für die Betriebs- und Verkehrssicherheit der Maschinen ist eine vorbeugende Wartung zwingend notwendig.
Im Wartungsplan beziehungsweise Inspektionsplan sind alle vorgesehenen Wartungen einer Maschine oder einer Anlage nach Vorgaben des jeweiligen Herstellers oder des Betreibers verzeichnet. Dazu enthält der Plan im Wesentlichen eine Liste der Maschinen, Anlagen und Baugruppen, bei denen eine regelmäßige Inspektion erforderlich ist.
Üblicherweise enthält der Wartungsplan genaue Angaben zu den einzelnen Maschinen im Betrieb wie Name, Standort, Anschaffungszeitpunkt, Nutzung und/oder Laufzeit, relevante Instandsetzungen, Modernisierungen sowie Art und Umfang des Wartungsintervalls. Jede Maschinen oder Anlage sollte eine Maschinenkarte und ein Maschinenbuch beinhalten, in diesem werden die Angaben wie ein „Lebenslauf“ gepflegt und geben Auskunft über sämtliche Maßnahmen.
Weiterhin gehören der Zeitpunkt der letzten und der Zieltermin der nächsten Wartung, die Zuständigkeiten, die Servicepartner sowie weitere auf die individuelle Organisationsstruktur Ihres Unternehmens abgestimmte Angaben in den Plan.
Besonders wichtig für den Wartungsplan sind detaillierte Angaben zu den vorgesehenen Wartungsarbeiten und die dabei zu berücksichtigenden Prüfpunkte welche abgearbeitet werden müssen. Diese ergeben sich aus der Bauart der Maschine, der Art der Verwendung sowie der tatsächlichen Beanspruchung durch Nutzung, Verschleiß und Alter der Maschine. Im Rahmen der Zustandserfassung und -diagnose werden bei einer Inspektion vor allem solche Komponenten überprüft, gereinigt und gegebenenfalls ausgetauscht, die bekanntermaßen Abnutzung und Materialverschleiß zeigen. Bestandteil der Inspektion sind auch Teile, die Hilfsstoffe wie beispielsweise Schmiermittel benötigen oder sicherheitsrelevant sind. Hilfreich sind Visualisierungen mittels Fotodokumentationen, Bilder sagen oft mehr als Worte und zeigen deutlich wo was genau gemacht werden soll.
Eine geplante Wartung an einer komplexen Anlage erfordert das entsprechende Wissen über die Abläufe und den Aufbau des Gesamtsystems und der einzelnen Teilsysteme. Ein Gesamtwartungsplan der alle einzelnen Teilsysteme und Baugruppen berücksichtigt muss erstellt werden.
Die Hauptfunktionen der Anlage sind sicherzustellen bei minimalen Verschleiß und maximaler Nutzungszeit.
Bei einer komplexen Anlage werden verschiedene Teilsysteme und Baugruppen zusammengeführt. Die Empfehlungen zu Wartung und Inspektion der Hersteller einzelner Teilsysteme sind von der Instandhaltung zu berücksichtigen. Bedingt durch diesen Umstand müssen die einzelnen Wartung und Inspektionspläne und Empfehlungen der verschiedenen Hersteller zusammengefasst werden und um die Garantieansprüche aufrecht zu erhalten müssen die Wartungsvorschriften und Empfehlungen der Hersteller berücksichtigt und eingehalten werden.
Die einzelnen Pläne der Hersteller müssen vereinheitlicht werden, so werden z.B. die Zeitangaben der Wartungen und Inspektionen einheitlich umgerechnet werden (Stunde-Tag-Monat etc.). Dann wird aus den einzelnen Wartungsplänen der verschiedenen Hersteller ein Gesamtwartungsplan entwickelt, der die Belange und Empfehlungen der Hersteller berücksichtigt. Anhand des Gesamtwartungsplan werden die Arbeiten an den Teilsystemen effektiv zusammengefasst und abgearbeitet. Einfache Kontrollen und tägliche Routinen können von dem Anlagenbediener im Rahmen von TPM ausgeführt werden.
- Wartungsarbeiten die einen Anlagenstillstand erfordern sind an allen Teilsystemen zusammenzufassen
- Alle durchgeführten Arbeiten sind einheitlich zu dokumentieren. Die Instandhaltungsdokumentation bildet die Grundlage für den Instandhaltungsplan und die Instandhaltungstrategie
- Autonome Instandhaltung durch die Werker durchführen.
- Ähnliche Wartung und Inspektionsaufgaben an verschiedenen Teilsystemen sind zusammenzufassen.
- Prüfungen an verschiedenen Teilsystemen der Anlage sind terminlich zusammenfassen.
Die Hersteller einzelner Baugruppen oder integrierter Maschinen kennen den Kontext und die Anforderungen nicht genau. Die einzelnen Pläne der Hersteller müssen vereinheitlicht und harmonisiert werden, so müssen z.B. die Zeitangaben der Wartungen und Inspektionen einheitlich umgerechnet werden (Stunde-Tag-Monat etc.). Dann wird aus den einzelnen Wartungsplänen der verschiedenen Hersteller ein Gesamtwartungsplan entwickelt, der die Belange und Empfehlungen der Hersteller berücksichtigt und die Garantieansprüche aufrechterhält.
Mittels präventiven Zustandsüberwachung, digitaler Simulation und der Hochrechnung von Trends, um Wartungsempfehlungen auf der Grundlage der gegebenen Nutzungs- und Verschleißsituation zu erstellen. Für die Robotik ist dieses Konzept vor allem deshalb interessant, weil die regelmäßige Standardwartung den Betrieb in vielen Fällen stört.
Die Instandhaltung spiegelt als wichtiger Bedarfsträger von Unternehmensressourcen die eigentliche Strategie des Unternehmens, die Produktionsstrategie. Die Bearbeitung von Instandhaltungsaufgaben erfordert Kompetenzen, die ermittelt und den Einheiten der Organisation und ihren Einheiten zugeordnet werden kann.
Diese Kompetenzen und Qualifikationen werden in einer Qualimatrix beschrieben und dokumentiert, die Anforderungen der Produktion und des Managements an die Instandhaltung werden in einer Funktionsbeschreibung dokumentiert. Und im Haus der Instandhaltung bildet das Personal das Fundament, die Basis auf der alles andere aufbaut und weitergeführt wird. Eine Instandhaltung steht und fällt mit der Qualifikation, dem Kenntnisstand und der Motivation der Mitarbeiter.
Schritt 1: Daten sammeln. Prüfen Sie, ob im Abschnitt Wartungsarbeiten der zur Maschine gehörenden Betriebsanleitung die Angaben zur Wartung gemacht werden. Gerade bei älteren Anleitungen fehlen häufig Hinweise oder es gibt sie allenfalls zu Schmierintervallen. Vielleicht finden Sie hier schon den Grundstock einer Checkliste zum Abschmieren der Maschine.
Sammeln Sie Stichwörter
Je nach Vorliebe benutzen Sie Papier, Tablet oder Laptop, um eine Stichwortsammlung der zu prüfenden Einzelheiten festzuhalten. Besonders wenn Maschinen mehrfach im Betrieb vorkommen, ist es wichtig, Hersteller und Maschinentyp zu Beginn der Checkliste aufzuführen, damit sie eindeutig zugeordnet werden können.
Beginnend mit der Steckdose, Stecker, Zuleitung, … sehen Sie sich alles an, was geprüft werden kann und notieren Sie es. Streichen können Sie immer noch. Haben Sie diese wichtige Vorarbeit geleistet, stellen Sie die Stichworte zu sinnvollen Gruppen zusammen. So kann es, wie in meiner Beispiel-Checkliste, sinnvoll sein, dass Elektrische, die Mechanik und die Sicherheit zu Blöcken zusammenzufassen. Alles, was sich nicht eindeutig den genannten Punkten zuordnen lässt, habe ich unter Sonstiges zusammengefasst.
Bilden Sie Standortblöcke
Auch die Bildung von Standortblöcken macht Sinn: Hinter, vor, rechts, links und Umfeld der Maschine oder die Ordnung nach Zeitintervallen, in denen Überprüfungen stattfinden sollen. Es ist einerlei, für welche Listenart Sie sich entscheiden: Wichtig ist, dass kein Punkt vergessen wird.
Schritt 2: Ergänzungen. Das Datum der Prüfung und der Name des Prüfers müssen eindeutig dokumentiert sein, damit Nachfragen möglich und Zeitintervalle nachvollziehbar sind. Nicht jeder Mangel, der beim Maschinencheck entdeckt wird, kann oder muss sofort behoben werden. Deshalb sollten Sie eindeutige Kurzzeichen verwenden, die dem Verantwortlichen Hinweise auf die Dringlichkeit geben. Keine Beanstandungen oder die erfolgreich durchgeführte Wartung einer Position wird mit dem Haken bestätigt. Sind jedoch zum Beispiel die einzelnen Adern am Kabeleinlass des Steckers sichtbar, muss sich ein Elektriker darum kümmern. Die Wichtigkeit signalisiert das Ausrufezeichen. Ruckelt der Fügeanschlag beim Positionieren, muss der Mangel zwar behoben werden, doch ist die Dringlichkeit nicht ganz so hoch. Darauf wird durch einen Kreis aufmerksam gemacht. Eine kurze Anmerkung in der dafür vorgesehenen Spalte wird hilfreich sein.
Schritt 3: Test 1. Jetzt haben sie alles Schwarz auf Weiß. Doch ob die Zuordnungen sinnvoll sind und ob sie tatsächlich alle Punkte erfasst haben, oder vielleicht zu viele, werden Sie feststellen, wenn sie die Wartung durchführen. Sie checken nicht nur ihre Maschine, sondern auch ihre Checkliste. Korrigieren und verschieben Sie einzelne Punkte, bis sie mit ihrer Liste zufrieden sind. Das ist der richtige Zeitpunkt, der Checkliste ihre endgültige Form zu geben, sie zu speichern und auszudrucken.
Schritt 4: Test 2. Lassen Sie den nächsten Maschinencheck von einem Mitarbeiter durchführen, der Ihnen eine ehrliche Rückmeldung gibt. Oft fördert dieses Feedback wertvolle Änderungen und Ergänzungen der Zusammenstellung zu Tage. Vielleicht erfahren Sie dadurch, welcher Mitarbeiter sich besonders eignet, weil er ein leidenschaftlicher „Schrauber“ ist. Oder Sie übertragen die Verantwortung für die Wartung und Pflege bestimmter Maschinen auf bestimmte Mitarbeiter: Das erleichtert die Kontrolle und erhöht die Sensibilität der Mitarbeiter für „ihre“ Maschine.
Klären Sie die Zuständigkeit
Möglicherweise ist es für den Betriebsablauf wirtschaftlich sinnvoller, jemanden als geringfügig Beschäftigten einzustellen, der nach Arbeitsschluss oder am Samstag zuverlässig die Punkte der Checkliste abarbeitet.
Schritt 5: Es läuft. Richtig gut geht’s der Maschine, wenn auch alle Schmierstellen versorgt sind. Erstellen Sie analog zur Checkliste eine Schmierliste. Hier können beschriftete Fotos viele Worte sparen. Das Abschmieren kann unabhängig von der übrigen Wartung stattfinden. Durch die für jede Maschine eigene Schmierliste, kann ein Mitarbeiter diese Aufgabe zusammenfassend für alle Maschinen übernehmen. Die Grundlagen sind gelegt! Entspricht die Checkliste ihren Erwartungen, sollten Sie diese zur Überprüfung der übrigen Maschinen modifizieren.
Werkzeuge, Maschinen und Produktionsanlagen haben sich in den vergangenen Jahren stark weiterentwickelt. Nicht zuletzt aufgrund der Digitalisierung, die auch die Entwicklung von Maschinen mitbestimmt hat. Doch je komplexer eine Anlage, desto mehr Schwachstellen hat das Konstrukt üblicherweise. Und gerade platzsparende, kleinere Anlagen neigen aufgrund ihrer leichten Bauteile schneller zu Verschleiß und Defekten. Instandhaltungsingenieure haben die Aufgabe, die technische Verfügbarkeit von Maschinen und Anlagen zu erhalten. Denn von der einwandfreien Funktion hängen nicht nur Gewinn und Umsatz des Unternehmens, sondern unter Umständen auch die Sicherheit von Mitarbeitern ab.
Doch die Tätigkeiten eines Instandhaltungsingenieurs beginnen oft schon viel früher. Denn immer, wenn in einem Unternehmen eine neue Maschine angeschafft wird, muss diese in ein bestehendes System integriert werden. Mit der Anschaffung allein ist es schließlich nicht getan. Der Instandhaltungsingenieur ist in solchen Fällen auch für die Inbetriebnahme neuer Apparate und Maschinen zuständig. Er trägt Sorge dafür, dass sich die Neuanschaffung reibungslos in das Zusammenspiel des Gesamtsystems einfügt. Dafür sind mitunter Optimierungen an der Maschine, ein wenig Feintuning und mehrere Tests notwendig.
Sind die Maschinen einmal in Betrieb, so obliegt es dem Instandhaltungsingenieur, eben diesen zu garantieren. Nicht gewartete Maschinen, Behälter oder Leitungen können zu Produktionsausfällen führen und so hohe Kosten verursachen. Die Wartung ist deshalb die zentrale Aufgabe von Ingenieuren für Instandhaltung. Zur Wartung gehören Pflege und Reinigung, der Austausch oder die Ergänzung von Betriebsstoffen sowie der Austausch von Verschleißteilen. Im Idealfall sind die Maschinen so gut gewartet, dass eine Reparatur gar nicht erst nötig wird. Doch auch die beste Maschine zeigt irgendwann Alterserscheinungen. In solchen Fällen ist es die Aufgabe des Instandhaltungsingenieurs, Ersatzteile zu beschaffen, für deren Einbau zu sorgen und die Anlage wieder zum Laufen zu bringen.
Um Störfälle von vornherein zu vermeiden, gehört es ferner zu den Tätigkeiten des Instandhaltungsingenieurs, auf der Grundlage von analysierten Fehlern und Schwachstellen Wartungspläne und Qualitätsmanagementkonzepte zu erarbeiten. In Leitungspositionen organisieren sie das betriebliche Service- und Instandhaltungsmanagement nach technischen und betriebswirtschaftlichen Gesichtspunkten. Ziel solcher Konzepte ist es, innerhalb einer Fertigungsperiode so wenige Maschinenstillstände wie möglich zu erreichen, die Instandsetzungszeiten an den Maschinen kurz zu halten und im Fall von Ausfällen deren Auswirkung auf die Produktion so gering wie möglich zu halten.
Da sich jede technische Einrichtung im Lauf der Zeit abnutzt, entwickeln Instandhaltungsingenieure Strategien, um Ausfälle und Störungen sowie Reparaturen durch präventive Maßnahmen zu verhindern. Im Rahmen der Wartung überprüfen und analysieren sie regelmäßig den Zustand der Maschinen und Produktionsanlagen. Auf diese Weise sorgen sie dafür, dass die Verschleißreserven der Bauteile optimal ausgenutzt werden (und im Rahmen der Wartung rechtzeitig vor Ausfall entdeckt werden) und so die Kosten für Ersatzteile niedrig gehalten werden.
Kommt es dennoch zu einer Störung oder gar zu einem Ausfall von technischen Einrichtungen, sind Instandhaltungsingenieure für die gesamte Kette aller nötigen Maßnahmen verantwortlich. Sie identifizieren Fehler und Schäden, beheben Störungen (etwa durch den Austausch von Bauteilen oder Betriebsstoffen) und prüfen zu guter Letzt die Funktion der Anlage. Nicht zu unterschätzen ist dabei die Versorgung mit Ersatzteilen. Auch diese fällt in den Verantwortungsbereich des Instandhaltungsingenieurs, gegebenenfalls in direkter Kommunikation mit den technischen Einkäufern und dem Lager. Die Planung ist nicht immer einfach. Denn einerseits sollen hohe Lagerbestände vermieden werden, andererseits müssen Ersatzteile für im Gesamtprozess unverzichtbare Maschinen stets griffbereit sein. Für die ideale Balance hilft dem Instandhaltungsingenieur letztlich nur die Erfahrung, die er sich im Lauf seiner Tätigkeit aneignet.
Zusammengefasst gehören zu den Tätigkeiten des Instandhaltungsingenieurs folgende Aufgaben an Maschinen und Anlagen:
- Wartung und Erhalt der Funktionsfähigkeit
- Inspektion
- Instandsetzung
- Verbesserung
- Schwachstellenanalyse
- Schadensanalyse
- Ersatzteilplanung
- Austausch von Maschinen in Produktionsanlagen
- Funktionstests
Kennzahlen, diese Werte sind nicht nur Attribute über die Qualität der Instandhaltungsprozesse, sondern vielmehr zeigen Sie die Qualität der Maschinen und Anlagen selbst.
- OEE (Overall Equipment Effectiveness = Gesamtanlageneffektivität)
- TV = Technische Verfügbarkeit Maschinen
- MTBF (Mean time between failures = Durchschnittliche Zeit zwischen den Störungen)
- MTTR (Mean time to repair = Durchschnittliche Zeit der Entstörungen)
- MDT (Mean down time = Mittlere Ausfallzeit der Anlagen)
- WT = Wartezeit (Kein Personal, keine Ersatzteile-Werkzeuge etc.)
- IHT = Instandhaltungszeit
- TOC (Theorie des Engpasses/Bottleneck)
- NG = Nutzungsgrad der Maschine
- RT = Runtime.
Die Kennzahlen dienen der Instandhaltung, um die Berichte für alle nachvollziehbar zu dokumentieren. Sie sind ein Kriterium, mit dem die Instandhaltung die Qualität der ausgeführten Arbeiten auf dem Shopfloor Board transparent darstellt. Diesen pragmatischen Ansatz sollten die Abteilungen nutzen und so den Beteiligten deutlich machen welchen Anteil die Instandhaltung an der Wertschöpfung im gesamten Produktionsprozess innehat.
Mit Big Data und einer umfassenden Datenanalyse wird es auch dem Field Service möglich, Wartung und Instandhaltung noch punktgenauer und schneller durchzuführen – auf Basis diverser Key Performance Indicators (KPI), die sich anhand der gesammelten Maschinendaten ermitteln lassen und klare Aussagen über den Zustand der Anlage liefern.
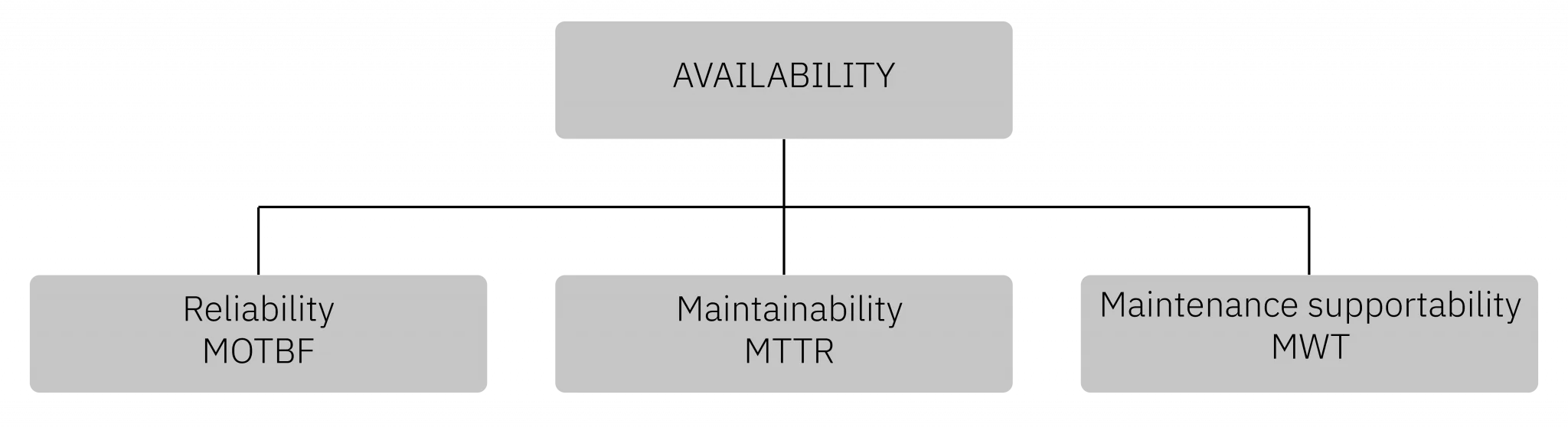
MOTBF-MTBF = Mean Operation Time Between Failures – MTBI = Mean Time Between Interruption
MTBF & MTBI bezeichnen die mittlere Betriebsdauer zwischen direkt aufeinanderfolgenden Ausfällen instandsetzbarer Maschineneinheiten und gibt Auskunft über die Zuverlässigkeit einer Maschine und über den Grad der Nachhaltigkeit der Instandsetzungen. Der Messwert ist stark abhängig von den am Standort vorherrschenden Betriebsbedingungen (Umgebungstemperatur, Start/Stop-Zyklen, Wartungsintervalle etc.). Damit stellt MTBF einen Indikator für die Zuverlässigkeit einer Anlage dar – je höher der MTBF-Wert, desto zuverlässiger ist das System.
MTTR = Mean Time To Repair
Die mittlere Reparaturzeit nach einem Systemausfall. Diese gibt an, wie lange es durchschnittlich dauert, einen Fehler zu erkennen, zu lokalisieren und das defekte Bauteil auszutauschen. Damit liefert die MTTR-Angabe wichtige Erkenntnisse über die allgemeine Systemverfügbarkeit. Der MTTR-Wert sollte so klein wie möglich sein.
MDT = Mean Down Time
Die mittlere Störungsdauer beschreibt die durchschnittliche Zeit, die nach einem Systemausfall zur Beseitigung der Störung benötigt wird. Im Unterschied zu MTTR umfasst MDT alle Zeiten für Reparatur und Wartung sowie sämtliche Verzögerungen durch Anfahrt- und Lieferzeiten, Ersatzteillogistik oder Fehlversuche bei nicht geplanten Instandhaltungen. Während der MDT ist das System nicht betriebsbereit. Der MDT-Wert sollte demnach auch möglichst klein sein.
OEE = Overall Equipment Effectiveness
Die Kennzahl der Overall Equipment Effectiveness (Gesamtanlageneffektivität) erlaubt Rückschlüsse auf die Produktivität und Wertschöpfung einer Anlage, aber auch auf ungeplante Verluste in der gemessenen Betriebszeit ohne geplante Stillstände (z. B. geplante Wartung, Pausen, Wochenende). Damit liefert die OEE entscheidende Informationen für die Optimierung von Fertigungsabläufen und der Gesamtproduktivität. Die Gesamtanlageneffektivität wird ermittelt als Produkt aus den Faktoren Verfügbarkeit, Leistung und Qualität. Da sich Betriebsmittel und Prozesse jedoch von Unternehmen zu Unternehmen stark unterscheiden, hat die OEE-Kennzahl nur Aussagekraft für den jeweiligen Betrieb und lässt sich nicht verallgemeinern. Mit Maßnahmen zur Verbesserung des OEE-Werts geht auch nicht zwangsläufig eine Steigerung von Effizienz und Ertrag einher – es gilt hier darauf zu achten, dass Aufwand und Nutzen in einer sinnvollen Relation zueinanderstehen.
Technische Anlagenverfügbarkeit: MTBF/(MTBF+MTTR) mit MTBF= durchschnittliche Zeit zwischen zwei Anlageausfällen und MTTR= durchschnittliche Dauer der Instandhaltungsmaßnahme
- Instandhaltungskostenrate: Jährliche Instandhaltungskosten der Anlage/Wiederbeschaffungswert der Anlage, Aufteilung in interne Kosten und externe Kosten für Service-Provider
- Instandhaltungsgrad Wartungsrate: Anteil der jährlichen Aufträge von ungeplanten Maschinenstörungen und geplante Maschinenstillstände zeigt den Grad an reaktiver Instandhaltung und vorbeugender Instandhaltung
- Einhaltungsgrad gesetzlich vorgeschriebener Inspektionen/Prüfungen: Anzahl durchgeführter Prüfungen/Gesamtanzahl vorgeschriebener Prüfungen
- Anteil Schwachstellen: Gesamtaufträge und die Anzahl der einzelnen Maschinen in Häufigkeit, Dauer und Kosten
VDI 2893 – DIN EN 15341 – DIN 31051 – DIN EN ISO 13306
Die korrekte Dokumentation aller Leistungen bildet die Grundlage einer Wissensdatenbank der Instandhaltung. Lassen Sie diese Möglichkeit nicht ungenutzt, nutzen Sie das Wissen Ihrer Mitarbeiter, der Lieferanten und Dienstleister sowie der Maschinenhersteller und Berater, fundamentieren Sie das geballte Knowhow in einer IT- gestützten Wissensdatenbank!
Dabei steht folgender Prozess im Mittelpunkt aller Beteiligten:
- Melden durch Anlegen eines Instandhaltungsauftrags
- Planen der Maßnahmen durch die Instandhaltung/Vorgesetzten
- Erledigen der notwendigen Arbeiten durch die Facharbeiter
- Rückmeldung der Arbeiten im System und Übergabe der Maschine an die Produktion
Jeder Auftrag in der Produktion ist zu dokumentieren. Die geleisteten Arbeiten, notwendige Maßnahmen und der Lösungsweg werden im SAP-Schichtbericht ordentlich mit Namen, Uhrzeit und Dauer der Störung dokumentiert. Ein Vordruck für die Auftragserfassung wird von der Instandhaltungsleitung im IT- System bereitgestellt.
Mit Hilfe eines schriftlichen Instandhaltungsauftrags erhalten die Instandhalter das entsprechende Instrument, um alle Arbeiten zu dokumentieren. Der Auftrag wird vom Mitarbeiter ausgefüllt und vom Vorgesetzten abgelegt sowie im System dokumentiert.
Nach der Auftragsdurchführung erfolgen eine entsprechende Rückmeldung an die Vorgesetzten der Instandhaltung über die geleisteten Arbeiten und eine Fertigmeldung an den betreffenden Produktionsbereich.
Alle vorhandenen Rückmeldungen werden in der Instandhaltung erfasst und in Berichten analysiert.
Sämtliche Arbeiten an den Produktionsmaschinen werden in dem Formular „Anforderung Instandhaltungsauftrag“ dokumentiert (Art und Auftritt der Störung – Vorgehensweise zur Lösung des Problems – Ersatzteile und Notizen zur Klärung des Sachverhaltes). Alle Daten bilden die Wissensdatenbank in der sämtliche Prozesse dokumentiert werden. So wird im Laufe eines Lebens die Maschinendokumentation immer umfangreicher. Aus den Daten lassen sich mittels Analysen dann die nötigen Schlüsse über zukünftige Maßnahmen ableiten oder über den Kauf einer neuen Anlage mit der passenden Ausstattung. Die Instandhaltung ist immer für die technische Verfügbarkeit der Maschinen verantwortlich. Um das zu gewährleisten sind einige grundlegende Bedingungen zu erfüllen die wir Ihnen hier vorstellen möchten.
PARIS dient uns hier als Abkürzung für die Beschreibung der notwendigen Schritte.
P = Prozessablauf
A = Anwendungen
R = Ressourcen
I = Infrastrukturen
S = Steuerung
Prozessabläufe müssen klar beschrieben werden und benötigen einen Prozessplan, ansonsten ist es ein beliebiger Prozess der in modernen Produktionsbetrieben indiskutabel ist.
Anwendungen unterstützen in der Regel den Prozess der Produktion, z. B. Software wie SAP oder SPS Programme.
Ressourcen sind unabdingbare Dinge wie Material, Werkzeug, Wissen, Finanzen und nicht zuletzt die Mitarbeiter.
Infrastrukturen werden die Produktionsgebäude, Medienversorgung und natürlich die Maschinen und Anlagen genannt.
Steuerung aller Prozesse und nötigen Arbeitsabläufe seitens des Management bilden einen weiteren Schwerpunkt.
Die betriebliche Instandhaltung ist also für das I, die Infrastruktur maßgeblich in der Verantwortung. Sie stellt der Produktion eine funktionierende, gereinigte, gewartete und technisch Verfügbare Maschine/Anlage bereit.
Allerdings gilt die Einschränkung insoweit, dass die Instandhaltung die vom Management geforderte Anlagenverfügbarkeit nur gewährleisten kann, wenn eine Maschine für die Aus- und Belastung geeignet ist. Denn in der Regel hat die Instandhaltung keinen Einfluss auf den Kauf der passenden Maschinen und Anlagen, diese Entscheidung wird allzu oft ohne Mitsprache der Instandhalter getroffen.
Deshalb ist die Verfügbarkeit immer Abhängig von der bereitgestellten Technik, der Effizienz der Fertigungsprozesse und den zur Verfügung gestellten Ressourcen.
Die Verantwortung liegt somit nicht allein bei der Instandhaltung, sondern umfasst verschiedene Parameter. Die technische Verfügbarkeit muss in Korrelation zur Produktionsverfügbarkeit gesetzt werden.
Die Instandhaltung kann die Verfügbarkeit durch eine gute Organisation ihrer Abläufe und schnelle Reaktionen bei Störungen positiv beeinflussen.
Die Instandhaltung beinhaltet im Wesentlichen die folgenden Prozesse:
- Erhaltung der technischen Verfügbarkeit von Maschinen/Anlagen
- Schnelle Wiederherstellung der Verfügbarkeit nach Störungen/Ausfällen
- Vorbeugende Instandhaltungsmaßnahmen wie Wartungen/Inspektionen
- Optimierung der Prozesse innerhalb der Instandhaltung um die Verfügbarkeit stetig zu verbessern
- Wissensmanagement um aus der täglichen Arbeit ein Verbesserungspotential zur Fehlervermeidung und nachhaltiger Störungsvermeidung zu generieren
- Optimierungen der Maschinen und Anlagen um die technische Verfügbarkeit und die Ausbringung zu verbessern.
Die wichtigen Werte/Kennzahlen und entscheidende Parameter für die Instandhaltung sind MTTR und MTBF. Die Wiederherstellungszeit einer Anlage nach einem Ausfall sollte so kurz wie nur möglich sein und die technische Verfügbarkeit zu gewährleisten.
Die schnelle Wiederherstellung basiert auf 3 wesentlichen Säulen:
- Der Erreichbarkeit der Instandhaltung
- Der Reaktionszeit der Instandhaltung
- Den Ressourcen die zur Verfügung stehen.
Eine „Überakademisierung“ der Instandhaltung mittels zu komplexer Steuerung über Kennzahlen und Prozesspläne hat oft zur Folge, dass die Mitarbeiter demotiviert sind und nur noch „Dienst nach Vorschrift“ abliefern. Deshalb ist Vertrauen in die handelnden Personen der wohl entscheidendste Faktor für eine erfolgreiche Zusammenarbeit aller im Unternehmen. Die Instandhaltung ist es letztendlich, welche mit Ihrer täglichen Arbeit die Ausfälle reduzieren und für eine schnelle Wiederherstellung sorgen kann. Die Zusammenarbeit in interdisziplinären Teams sorgt dafür das das gesamte Optimierungspotential abschöpft und somit eine stabile Anlagenverfügbarkeit bei hoher Ausbringung gewährleistet wird.
Eine gute Organisation ist für eine Instandhaltung das A und O.
Ad-hoc Reparaturen müssen möglichst schnell durchgeführt werden, Termine müssen organisiert werden, Verträge und Prüfungen werden verwaltet, Absprachen mit Fremdfirmen und den Herstellern haben zu erfolgen, die Servicekräfte müssen im Haus koordiniert werden, die Arbeitssicherheit und Umweltthemen spielen eine wichtige Rolle etc.
Und bei der Vielzahl der Aufgaben können dann selbst vermeintlich einfache Dinge sehr komplex werden und führen immer wieder zu Irritationen.
Wenn beispielsweise ein Produktionsmitarbeiter den Instandhalter wegen eines Problems direkt anruft und dieser sich „mal eben schnell“ darum kümmert, dann geht das nicht nur am Instandhaltungsplaner vorbei, sondern sorgt durch eine fehlende Dokumentation für eine verfälschte Auswertung des Instandhaltungsgeschehens und beeinflusst somit ein effizientes Arbeiten der Instandhaltung.
Kopie von Qualifizierung Matrix
Kopie von ET & VT Risikoanalyse_
Risikoanalyse Ersatz- und Verschleißteillisten
Übersicht Wartungsaufgaben Instandhaltung
ziel-einer-effizienten-materialwirtschaft-Vortrag 1
Eskalation Maschinenausfall-_InstandProzessse 12
Ersatzteilauswahl-_InstandProzessbeschreibung (2)
checklistenbeschreibung-maintenance
anlagenspezifische-stormatrix-top-10
